-
Résine sous vide/RTM
-

Résine sous vide/RTM
-

Résine sous vide/RTM
-

Résine sous vide/RTM
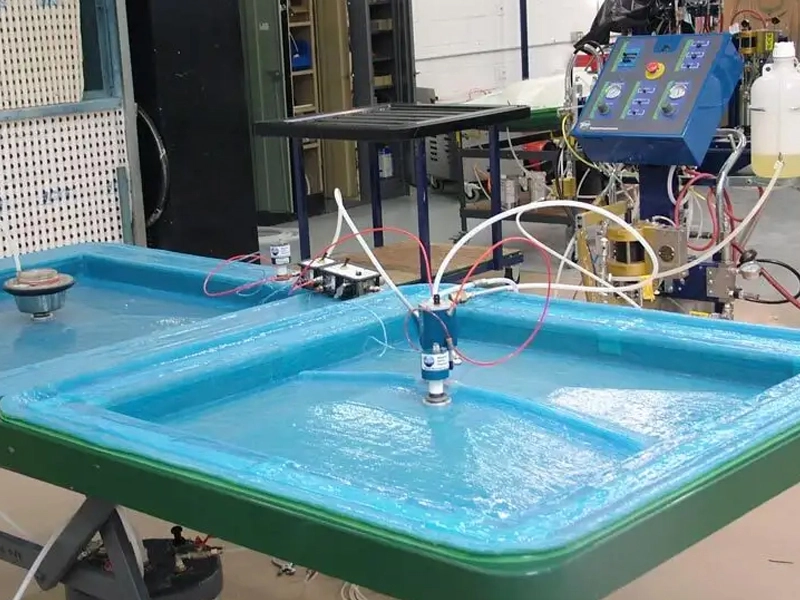
En moulage fermé, les matières premières (fibres et résine) durcissent à l'intérieur d'un moule double face ou dans un sac sous vide (à l'abri de l'air).
Présentation des performances du produit
Résine sous vide/RTM
Série :
Résine Polyester Insaturée >application
Aérospatiale, automobile, énergie éolienne, marine, infrastructures, sports et loisirs
Marque :
Résine sous vide/RTM


demande
FAQ
Q :
Pourquoi nous choisir?
UN :
Service professionnel et prix compétitifs.
Autres produits connexes
-

Résines vinylesters ignifuges
Les résines vinylesters ignifuges sont des formulations spécialisées qui incorporent des additifs ou des charges pour améliorer leurs propriétés de résistance au feu. Ces résines sont conçues pour inhiber ou ralentir...

-

Résines d'ester vinylique phénolique résistantes aux hautes températures
Les résines phénoliques d'ester vinylique résistantes aux températures élevées sont un type spécialisé de résine d'ester vinylique formulé pour résister à des températures élevées et à des environnements difficiles. Ces résines combinent...
-

Résines vinylesters standards
Les résines vinylester standard sont des matériaux polyvalents qui trouvent des applications dans un large éventail d’industries et de produits en raison de leurs excellentes propriétés. Quelques applications courantes de la norme...
-

Résine SMC
La résine SMC (Sheet Moulding Compound) est un autre type de matériau composite thermodurci largement utilisé dans diverses industries. Voici quelques détails clés sur la résine SMC : Composition : ...
-
Résine BMC
BMC signifie Bulk Moulding Compound, qui est un type de matériau composite thermodurcissable utilisé dans divers processus de fabrication. La résine BMC fait référence à la résine thermodurcie qui est un ke...
-

Résine de pultrusion
Les résines de pultrusion sont l'élément clé du processus de fabrication par pultrusion, qui est utilisé pour créer des profils continus de matériaux polymères renforcés de fibres (FRP). Le choix du pultrusio...
-

Résine d'enroulement filamentaire
La résine d'enroulement de filament est spécifiquement formulée pour avoir la viscosité, le temps de durcissement et les propriétés mécaniques appropriés afin de garantir une bonne imprégnation des fibres et une forte adhérence entre...
-

Résine de superposition à la main
La résine de stratification manuelle se compose généralement d'un composant de résine liquide et d'un composant durcisseur qui, lorsqu'ils sont mélangés, subissent une réaction chimique qui fait durcir et durcir la résine. Ce...