-
Résine sous vide/RTM
-

Résine sous vide/RTM
-

Résine sous vide/RTM
-

Résine sous vide/RTM
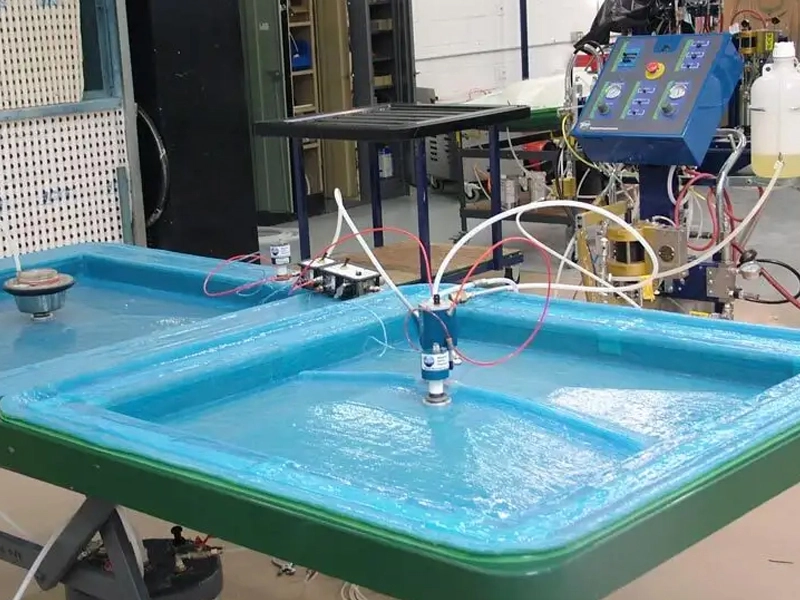
En moulage fermé, les matières premières (fibres et résine) durcissent à l'intérieur d'un moule double face ou dans un sac sous vide (à l'abri de l'air).
Présentation des performances du produit
Résine sous vide/RTM
Série :
Résine Polyester Insaturée >application
Aérospatiale, automobile, énergie éolienne, marine, infrastructures, sports et loisirs
Marque :
Résine sous vide/RTM


demande
FAQ
Q :
Pourquoi nous choisir?
UN :
Service professionnel et prix compétitifs.
Autres produits connexes
-
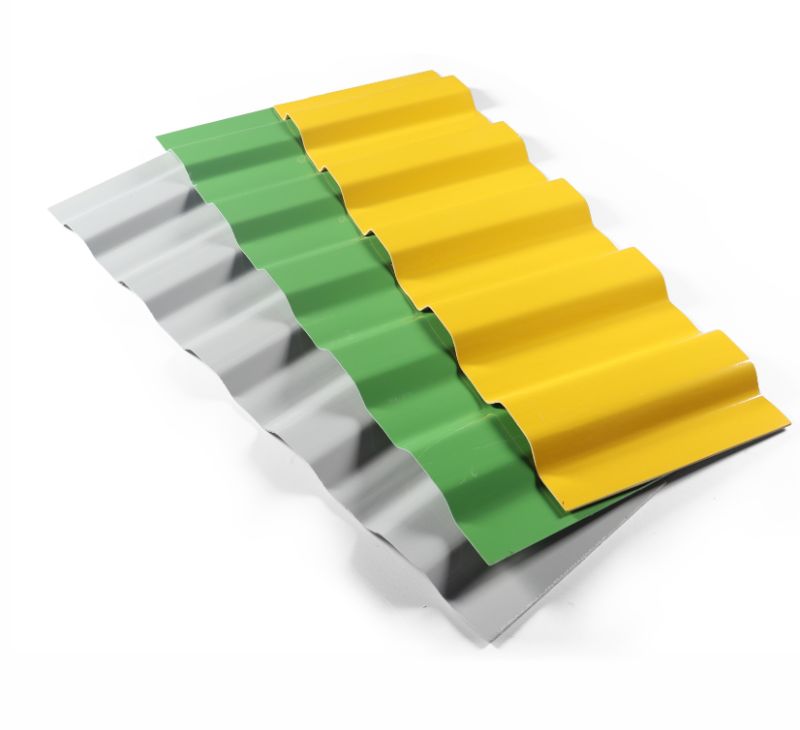
Tuiles de toiture en fibre de verre
Les tuiles de toiture en fibre de verre sont des éléments de toiture légers et performants, fabriqués à partir de fibres de verre continues intégrées dans une matrice de résine thermodurcissable. Conçues pour une résistance supérieure aux intempéries….

-

Caillebotis en plastique
Les caillebotis en plastique, également appelés caillebotis en PRV (plastique renforcé de fibres de verre), constituent une alternative moderne aux caillebotis métalliques traditionnels. Ils sont fabriqués à partir de fibres de verre noyées dans une natte de résine thermodurcissable….
-
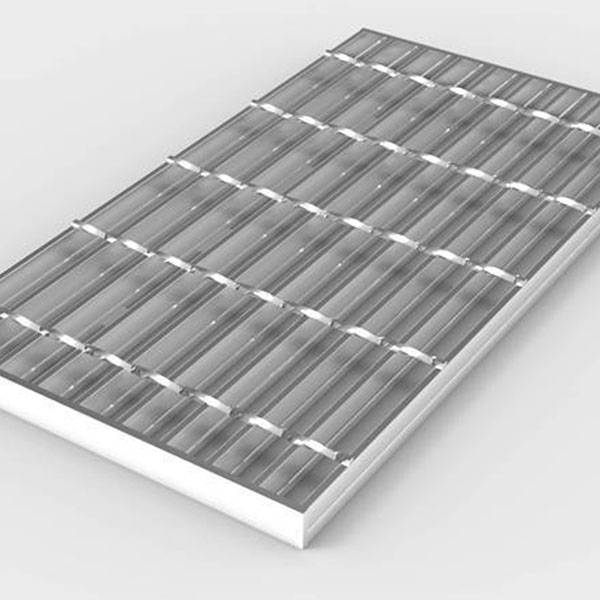
Grille métallique
Les caillebotis métalliques sont des matériaux durables et très résistants, largement utilisés dans les applications industrielles, commerciales et architecturales. Ils sont fabriqués à partir de matériaux tels que l'acier au carbone, l'acier galvanisé, l'aluminium...
-

Feuilles en PRV
Les feuilles FRP (feuilles en polymère renforcé de fibres) sont des panneaux composites plats fabriqués à partir d'une combinaison de fibres de renforcement — généralement de la fibre de verre (verre E) — et d'une matrice de résine polymère telle que le polyester, le v...
-

Tuyau PRF
Le tuyau en PRF (polymère renforcé de fibres) est un tuyau composite haute performance fabriqué à partir d'une combinaison de fibres de renforcement résistantes — généralement en verre, en carbone ou en aramide — incorporées dans une résine thermodurcissable...
-

Armatures et machines en PRV
Les barres d'armature en polymère renforcé de fibres (PRF) constituent une alternative haute performance aux barres d'armature en acier traditionnelles utilisées dans les structures en béton. Elles sont fabriquées à partir d'une combinaison de fibres telles que le verre, le carbone….
-

Réservoir d'eau en PRV
Les réservoirs de stockage d'eau en PRV (plastique renforcé de fibres de verre) sont des cuves hautes performances et résistantes à la corrosion, conçues pour le stockage sûr et durable de l'eau dans une grande variété d'applications.
-

Échelles et cages en PRV
Les cages d'échelle en PRV (plastique renforcé de fibres) sont des enceintes de sécurité de protection installées autour des échelles verticales fixes, offrant une protection antichute essentielle au personnel travaillant en hauteur. Ces cages...