-
Resina a Vácuo/RTM
-

Resina a Vácuo/RTM
-

Resina a Vácuo/RTM
-

Resina a Vácuo/RTM
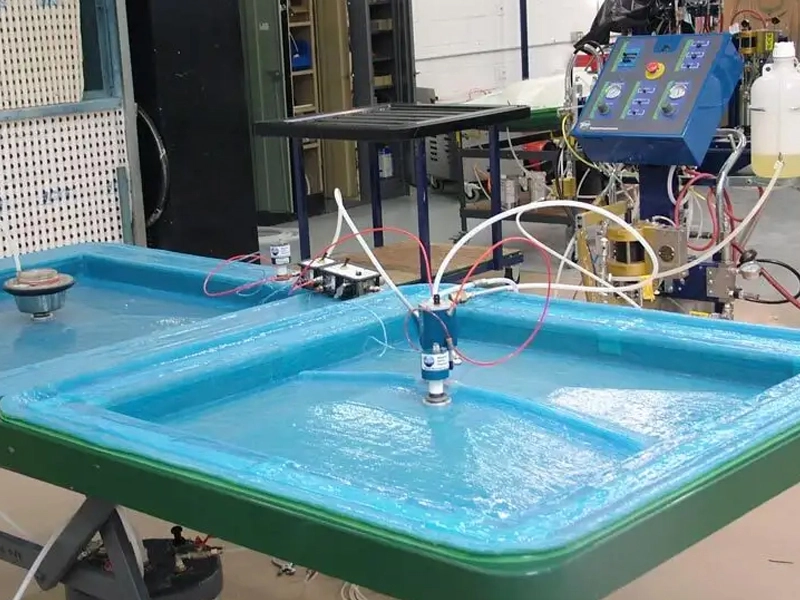
Na moldagem fechada, as matérias-primas (fibras e resinas) curam dentro de um molde dupla-face ou dentro de um saco a vácuo (fechado do ar).
Introdução ao desempenho do produto
Resina a Vácuo/RTM
Series :
Resina de poliéster insaturada >aplicativo
Aeroespacial, Automotivo, Energia Eólica, Marinha, Infraestrutura, Esportes e Recreação
Marca :
Resina a Vácuo/RTM


investigação
Perguntas frequentes
P:
Porque escolher-nos?
A :
Serviço profissional e preços competitivos.
Outros produtos relacionados
-

Resinas éster vinílicas retardadoras de chama
As resinas éster vinílicas retardadoras de chama são formulações especializadas que incorporam aditivos ou cargas para melhorar suas propriedades de resistência ao fogo. Essas resinas são projetadas para inibir ou...

-

Resinas fenólicas de éster vinílico resistentes a altas temperaturas
As resinas fenólicas de éster vinílico resistentes a altas temperaturas são um tipo especializado de resina éster vinílica formulada para suportar temperaturas elevadas e ambientes agressivos. Essas resinas combinam...
-

Resinas Vinílicas Éster Padrão
As resinas éster vinílicas padrão são materiais versáteis que encontram aplicação em uma ampla gama de indústrias e produtos devido às suas excelentes propriedades. Algumas aplicações comuns de padrão ...
-

Resina SMC
A resina SMC (Sheet Molding Compound) é outro tipo de material compósito termofixo amplamente utilizado em vários setores. Aqui estão alguns detalhes importantes sobre a resina SMC: Composição: ...
-
Resina BMC
BMC significa Bulk Molding Compound, que é um tipo de material compósito termoendurecível usado em vários processos de fabricação. Resina BMC refere-se à resina termofixa que é um...
-

Resina de Pultrusão
As resinas de pultrusão são o componente chave no processo de fabricação de pultrusão, que é usado para criar perfis contínuos de materiais de polímero reforçado com fibra (FRP). A escolha do pultrusio...
-

Resina de Enrolamento de Filamento
A resina para enrolamento de filamento é formulada especificamente para ter a viscosidade, o tempo de cura e as propriedades mecânicas corretas para garantir a impregnação adequada das fibras e uma forte adesão entre...
-

Resina de disposição manual
A resina de aplicação manual normalmente consiste em um componente de resina líquida e um componente endurecedor que, quando misturados, sofrem uma reação química que faz com que a resina cure e endureça. Isso...