-

Resina per avvolgimento del filamento
-

Resina per avvolgimento del filamento
-

Resina per avvolgimento del filamento
-

Resina per avvolgimento del filamento
-

Resina per avvolgimento del filamento
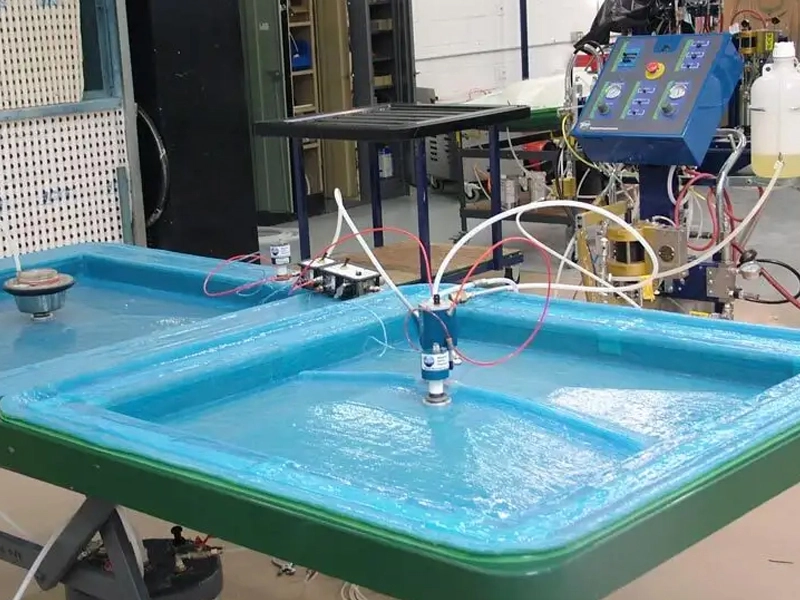
La resina per avvolgimento di filamenti è un tipo specializzato di resina utilizzata nel processo di avvolgimento di filamenti per creare materiali compositi ad alte prestazioni. L'avvolgimento del filamento è un metodo per produrre strutture composite avvolgendo fibre continue, come fibra di vetro o fibra di carbonio, attorno a un mandrino o stampo rotante e impregnandole con resina. La resina agisce come un agente legante, tenendo insieme le fibre e fornendo resistenza e durata al prodotto finale.
Introduzione alle prestazioni del prodotto
Resina per avvolgimento del filamento
Serie:
Resina poliestere insatura >applicazione
L'avvolgimento del filamento è un processo automatizzato che applica fili continui di rinforzo in fibra saturati di resina su uno stampo cilindrico rotante.
Marchio :
Resina per avvolgimento del filamento


inchiesta
FAQ
Q :
Agisci come distributore?
UN :
SÌ.
Q :
Quali sono i tuoi punti di forza?
UN :
Prezzi economici!
Altri prodotti correlati
-

Resine Vinilestere Ritardanti di Fiamma
Le resine vinilestere ritardanti di fiamma sono formulazioni specializzate che incorporano additivi o riempitivi per migliorare le loro proprietà di resistenza al fuoco. Queste resine sono progettate per inibire o sl...

-

Resine fenoliche vinilestere resistenti alle alte temperature
Le resine vinilestere fenoliche resistenti alle alte temperature sono un tipo specializzato di resina vinilestere formulata per resistere a temperature elevate e ambienti difficili. Queste resine si combinano...
-

Resine Vinilestere standard
Le resine vinilestere standard sono materiali versatili che trovano applicazione in un'ampia gamma di settori e prodotti grazie alle loro eccellenti proprietà. Alcune applicazioni comuni dello standard ...
-

Resina SMC
La resina SMC (Sheet Moulding Compound) è un altro tipo di materiale composito termoindurente ampiamente utilizzato in vari settori. Ecco alcuni dettagli chiave sulla resina SMC: Composizione: ...
-
Resina BMC
BMC sta per Bulk Moulding Compound, un tipo di materiale composito termoindurente utilizzato in vari processi produttivi. La resina BMC si riferisce alla resina termoindurente che è un...
-
Resina sottovuoto/RTM
La resina sottovuoto/RTM si riferisce al tipo di resina termoindurente utilizzata nei processi di produzione di compositi di stampaggio a trasferimento di resina assistito da vuoto (VARTM) e stampaggio a trasferimento di resina (RTM)....
-

Resina di pultrusione
Le resine di pultrusione sono il componente chiave nel processo di produzione della pultrusione, che viene utilizzato per creare profili continui di materiali polimerici fibrorinforzati (FRP). La scelta del pultrusio...
-

Resina per stratificazione manuale
La resina per laminazione manuale è generalmente costituita da un componente di resina liquida e un componente indurente che, una volta miscelati insieme, subiscono una reazione chimica che fa polimerizzare e indurire la resina. Questo...