-

Resina per stratificazione manuale
-
Resina per stratificazione manuale
-

Resina per stratificazione manuale
-

Resina per stratificazione manuale
-

Resina per stratificazione manuale
La resina per laminazione manuale è un tipo di resina comunemente utilizzata nella produzione di materiali compositi, come la fibra di vetro. È un materiale versatile ed economico che può essere facilmente applicato a mano, rendendolo ideale per la produzione su piccola scala o per lavori di riparazione.
Introduzione alle prestazioni del prodotto
La resina per laminazione manuale è generalmente costituita da un componente di resina liquida e un componente indurente che, una volta miscelati insieme, subiscono una reazione chimica che fa polimerizzare e indurire la resina. Questo processo è noto come polimerizzazione e si traduce in un materiale forte e durevole, resistente alla corrosione, al calore e agli agenti chimici.
La resina per stratificazione manuale può essere utilizzata per creare un'ampia gamma di prodotti, tra cui scafi di barche, parti automobilistiche, componenti aerospaziali e persino oggetti decorativi. Viene spesso applicato su uno stampo o su un substrato utilizzando un pennello, un rullo o una pistola a spruzzo e può essere rinforzato con fibra di vetro, fibra di carbonio o altri materiali per migliorarne la resistenza e la rigidità.
Nel complesso, la resina per laminazione manuale è un materiale versatile e affidabile ampiamente utilizzato nell'industria manifatturiera per la sua facilità d'uso, durata e convenienza. Che tu sia un hobbista che desidera creare parti personalizzate o un produttore professionale che necessita di un materiale di produzione affidabile, la resina per laminazione manuale è un'ottima scelta per un'ampia gamma di applicazioni.
| Modello | Tipo | 25 ℃ pa.s Viscosità |
minimo Tempo di gel |
Non volatile | MPa Trazione Forza |
Allungamento | MPa Flessione Forza |
HDT℃ | Applicazione e osservazioni |
| DC191 | DC | 0.20-0.45 | 6.0-12.0 | 68-74 | 58 | 2.9 | 93 | 85 | Prodotti generali in FRP e piccole tubazioni |
| 191 | PAPÀ | 0.25-0.45 | 9.0-17.0 | 61-70 | 60 | 3.5 | 112 | 70 | Resina altamente applicabile per prodotti FRP generali |
| 191P | PAPÀ | 0.25~0.45 | 14.0-20.0 | 61-67 | 70 | 3.5 | 112 | 68 | GP, resina accelerata per normali prodotti FRP |
| 123PT | DCPD | 0.25-0.45 | 10.0-32.0 | 69-75 | 50 | 2 | 90 | 85 | Con cere, accelerato e tixotropico per normali prodotti FRP |
| 123 | PAPÀ | 0.35-0.45 | 15.0-60.0 | 55-64 | 62 | 2 | 120 | 65 | Resina universale accelerata e tixotropica per FRP laminati e spruzzati a mano |
| 189 | PAPÀ | 0.25-0.45 | 10.5-21.5 | 59-65 | 65 | 4 | 298 | 57 | Resina per la costruzione di barche |
| 189TP | PAPÀ | 0.45-0.55 | 10.5-21.5 | 59-65 | 65 | 4 | 115 | 57 | Resina tixotropica accelerata per la costruzione nautica |
| 196 | PAPÀ | 0.25-0.45 | 9.0-17.0 | 61-67 | 60 | 1.8 | 325 | 66 | Contenitori, tubi e altri prodotti in FRP per uso alimentare |
| 390 | PAPÀ | 0.15-0.22 | 8.0-20.0 | 58-62 | 42 | 2.4 | 75 | 61.2 | Particolarmente adatto per rinforzare acrilico e vasche da bagno. |
| 1045MT | PAPÀ | 0.30-0.50 | 15.0-45.0 | 57-63 | 62 | 2 | 120 | 65 | Resina tixotropica acclerata per manichini e prodotti FRP normali |
| 199 | ISPA | 0.35-0.65 | 10.0-16.0 | 56-64 | 55 | 1.8 | 90 | 120 | Resiste a 120 ℃, adatto per FRP che richiede proprietà resistenti al calore |
| 199X | PAPÀ | 0.35-0.65 | 13.0-19.0 | 56-62 | 60 | 2 | 90 | 115 | Resiste a 115 ℃, adatto per FRP che richiede proprietà resistenti al calore |
| 3301 | ABPA | 0.35-0.58 | 5.8-10.7 | 56-62 | 55 | 2 | 105 | 100 | Resiste a 115 ℃, adatto per FRP che richiede proprietà resistenti al calore |
| 197 | ABPA | 0.40-0.50 | 10.0-25.0 | 47-53 | 60 | 2 | 90 | 115 | Tipo CEE, ottima resistenza alla corrosione |
Ecco alcuni punti chiave sull'applicazione delle resine per laminazione manuale:
-
Preparazione della resina:
- La resina e gli eventuali indurenti o additivi necessari devono essere miscelati accuratamente secondo le istruzioni del produttore. Questo garantisce la corretta polimerizzazione e le migliori prestazioni della resina.
- Potrebbe essere necessario regolare la viscosità della resina aggiungendo solventi o diluenti per ottenere la consistenza di applicazione desiderata.
- Quando si maneggia la resina è necessario utilizzare attrezzature di sicurezza adeguate, come guanti e respiratori.
-
Preparazione dello stampo:
- La superficie dello stampo deve essere pulita, asciutta e adeguatamente preparata con un agente distaccante per facilitare la rimozione della parte dopo la polimerizzazione.
- Eventuali materiali di rinforzo, come fibra di vetro o fibra di carbonio, devono essere posizionati e fissati con cura nello stampo.
-
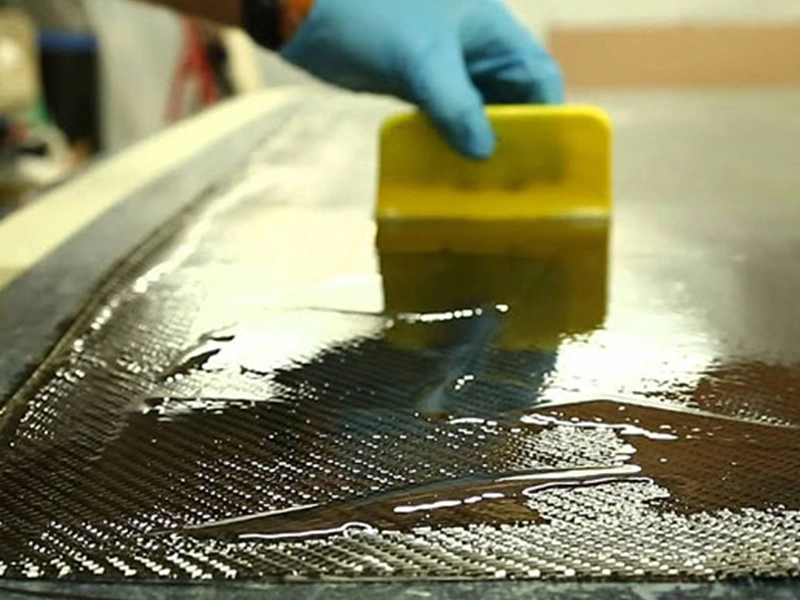
Applicazione della resina:
- La resina viene generalmente applicata ai materiali di rinforzo utilizzando un pennello, un rullo o una spatola. Ciò garantisce una copertura e un'impregnazione uniformi delle fibre.
- La resina deve essere applicata in strati sottili e uniformi, consentendo a ciascuno strato di indurire parzialmente prima di applicare quello successivo.
- È necessario prestare attenzione per evitare l'intrappolamento di aria e garantire la completa bagnatura dei materiali di rinforzo.
-
Stagionatura:
- Il processo di polimerizzazione deve essere eseguito secondo le raccomandazioni del produttore della resina, che possono includere condizioni specifiche di temperatura e umidità.
- Durante il processo di polimerizzazione deve essere fornita un'adeguata ventilazione per consentire il rilascio di eventuali composti organici volatili (COV).
- La parte polimerizzata deve essere ispezionata per eventuali difetti, come vuoti, delaminazioni o irregolarità superficiali, prima di procedere con ulteriore lavorazione o utilizzo.
-
Post-polimerizzazione:
- Alcune resine per laminazione manuale possono richiedere una fase di polimerizzazione post-stampa per sviluppare appieno le loro proprietà meccaniche e chimiche.
- La polimerizzazione post-stampa viene generalmente eseguita esponendo la parte polimerizzata a temperature elevate per una durata specifica, come raccomandato dal produttore della resina.
-
Pulizia e smaltimento:
- Qualsiasi resina inutilizzata e i materiali associati devono essere smaltiti correttamente secondo le normative ambientali locali.
- La pulizia degli strumenti e delle attrezzature deve essere effettuata utilizzando i solventi o i detergenti appropriati consigliati dal produttore della resina.
La corretta applicazione e polimerizzazione delle resine per laminazione manuale sono fondamentali per garantire la qualità e le prestazioni del componente composito finale. Seguire le istruzioni del produttore della resina e adottare buone pratiche di sicurezza è essenziale per il successo dei progetti di laminazione manuale.
Ecco alcune domande frequenti (FAQ) sulle resine per laminazione manuale:
-
Quali sono i tipi più comuni di resine utilizzate nella laminazione manuale?
- Le resine più comuni utilizzate nella laminazione manuale sono le resine termoindurenti, come poliestere, vinilestere ed epossidiche. Queste resine forniscono le proprietà meccaniche, la resistenza chimica e la facilità di applicazione necessarie per i compositi per laminazione manuale.
-
Quali sono le proprietà chiave delle resine per laminazione manuale?
- Viscosità: la resina deve avere una viscosità adeguata che consenta una facile impregnazione e bagnatura delle fibre di rinforzo durante il processo di laminazione manuale.
- Caratteristiche di polimerizzazione: la resina deve avere un tempo di polimerizzazione che fornisca un tempo di lavoro sufficiente per il processo di stratificazione manuale, polimerizzando anche a una velocità ragionevole per consentire una produzione efficiente.
- Proprietà meccaniche: la resina indurita deve fornire la necessaria resistenza alla trazione, alla flessione e alla compressione per soddisfare i requisiti dell'applicazione.
- Resistenza chimica: la resina deve essere resistente agli agenti chimici, ai solventi e alle condizioni ambientali a cui sarà esposta la parte composita.
- Facilità d'uso: la resina deve essere facile da miscelare, applicare e lavorare durante il processo di stratificazione manuale.
-
In cosa differiscono le resine per laminazione manuale dalle altre resine composite?
- Le resine per laminazione manuale hanno in genere una viscosità maggiore rispetto alle resine utilizzate in processi come l'infusione o la pultrusione. Questa maggiore viscosità aiuta la resina a rimanere in posizione sulle fibre di rinforzo durante il processo di stratificazione manuale.
- Le resine per laminazione manuale spesso hanno un tempo di lavorazione più lungo e caratteristiche di polimerizzazione più lente per consentire al produttore tempo sufficiente per posizionare e impregnare correttamente i materiali di rinforzo.
-
Quali sono i materiali di rinforzo più comuni utilizzati con le resine per laminazione manuale?
- I materiali di rinforzo più comuni utilizzati nella laminazione manuale sono tessuti intrecciati e non tessuti, come fibra di vetro, fibra di carbonio e fibra aramidica. Questi rinforzi forniscono la resistenza e la rigidità necessarie alle parti composite.
-
Come vengono formulate e personalizzate le resine per laminazione manuale?
- Le formulazioni di resina per laminazione manuale sono sviluppate dai produttori di resina per soddisfare i requisiti specifici dell'applicazione, come proprietà meccaniche, resistenza chimica e caratteristiche di lavorazione.
- Additivi, come riempitivi, agenti tixotropici e stabilizzanti UV, possono essere incorporati nella formulazione della resina per migliorare proprietà specifiche o caratteristiche di lavorazione.
- È possibile personalizzare la formulazione della resina per ottimizzare la viscosità, il comportamento di polimerizzazione e altre proprietà per lo specifico processo di laminazione manuale e i requisiti delle parti.
-
Quali sono le considerazioni chiave nella scelta di una resina per laminazione manuale?
- Viscosità: la resina deve avere una viscosità che consenta una facile impregnazione delle fibre di rinforzo durante il processo di laminazione manuale.
- Caratteristiche di polimerizzazione: la resina deve avere un tempo di lavorazione e una velocità di polimerizzazione che forniscano tempo sufficiente al produttore per stendere correttamente il composito.
- Proprietà meccaniche: la resina indurita deve soddisfare i requisiti di resistenza e rigidità dell'applicazione.
- Resistenza chimica: la resina deve essere resistente agli agenti chimici, ai solventi e alle condizioni ambientali a cui sarà esposta la parte composita.
- Facilità d'uso: la resina deve essere facile da miscelare, applicare e lavorare durante il processo di stratificazione manuale.
Resina per stratificazione manuale
Serie:
Resina poliestere insatura >applicazione
La stratificazione manuale è il metodo di stampaggio aperto più comune e meno costoso perché richiede la minima quantità di attrezzature.
Marchio :
Resina per stratificazione manuale


FAQ
Q :
Vendi fibra di vetro e resina?
UN :
SÌ!
Altri prodotti correlati
-
Tegole in fibra di vetro
Le tegole in fibra di vetro sono componenti per coperture leggere e ad alte prestazioni, realizzate utilizzando fili continui di fibra di vetro immersi in una matrice di resina termoindurente. Progettate per una resistenza agli agenti atmosferici superiore...

-

Grata di plastica
Le griglie in plastica, note anche come griglie in FRP (plastica rinforzata con fibra di vetro), rappresentano un'alternativa moderna alle tradizionali griglie metalliche. Realizzate con fili di fibra di vetro immersi in un materassino di resina termoindurente...
-
Griglia metallica
Le griglie metalliche sono un materiale durevole e ad alta resistenza, ampiamente utilizzato in applicazioni industriali, commerciali e architettoniche. Realizzate con materiali come acciaio al carbonio, acciaio zincato, alluminio...
-

Fogli FRP
I fogli FRP (fogli polimerici rinforzati con fibre) sono pannelli compositi piani realizzati da una combinazione di fibre di rinforzo, in genere fibra di vetro (vetro E), e una matrice di resina polimerica come poliestere, v...
-

Tubo in FRP
Il tubo FRP (Fiber Reinforced Polymer) è un tubo composito ad alte prestazioni realizzato da una combinazione di fibre di rinforzo resistenti, in genere vetro, carbonio o aramide, incorporate in una resina termoindurente...
-

Barre di rinforzo in FRP e macchine
Le barre d'armatura in polimero rinforzato con fibre (FRP) rappresentano un'alternativa ad alte prestazioni alle tradizionali barre d'armatura in acciaio utilizzate nelle strutture in calcestruzzo. Sono realizzate con una combinazione di fibre come vetro, carbonio,...
-

Serbatoio d'acqua in FRP
I serbatoi di stoccaggio dell'acqua in FRP (plastica rinforzata con fibra di vetro) sono recipienti ad alte prestazioni e resistenti alla corrosione, progettati per il contenimento sicuro e a lungo termine dell'acqua in un'ampia gamma di applicazioni. Man...
-

Gabbie per scale in FRP
Le gabbie per scale in FRP (plastica rinforzata con fibre) sono recinzioni di sicurezza protettive montate attorno a scale verticali fisse, offrendo una protezione anticaduta essenziale per il personale che lavora in quota. Queste gabbie...