-
Vacuum/RTM Resin
-

Vacuum/RTM Resin
-

Vacuum/RTM Resin
-

Vacuum/RTM Resin
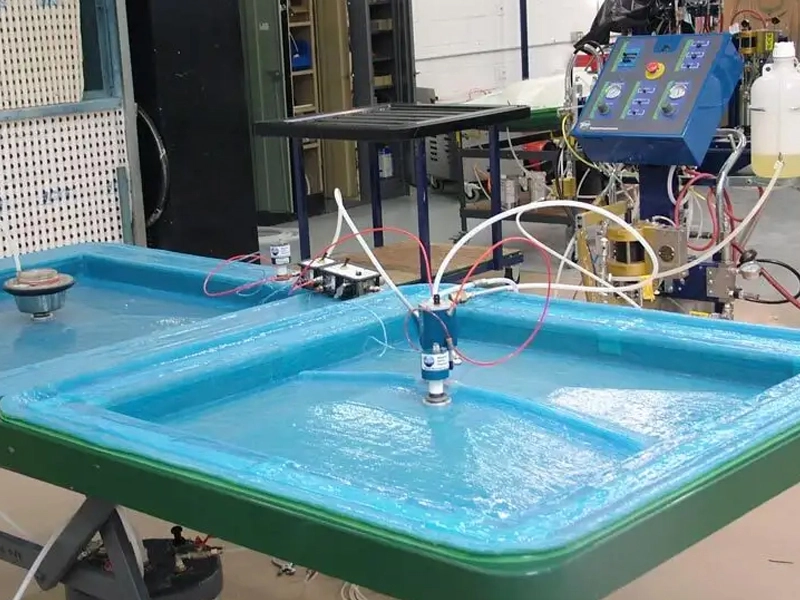
In closed-molding, raw materials (fibers and resin) cure inside a two-sided mold or within a vacuum bag (shut off from air).
Product performance introduction
Vacuum/RTM Resin
Series :
Unsaturated Polyester Resin >application
Aerospace,Automotive,Wind Energy,Marine,Infrastructure,Sports and Recreation
Brand name :
Vacuum/RTM Resin


inquiry
FAQ
Q :
Why choose us?
A :
Professional service and competitive prices.
Other related products
-
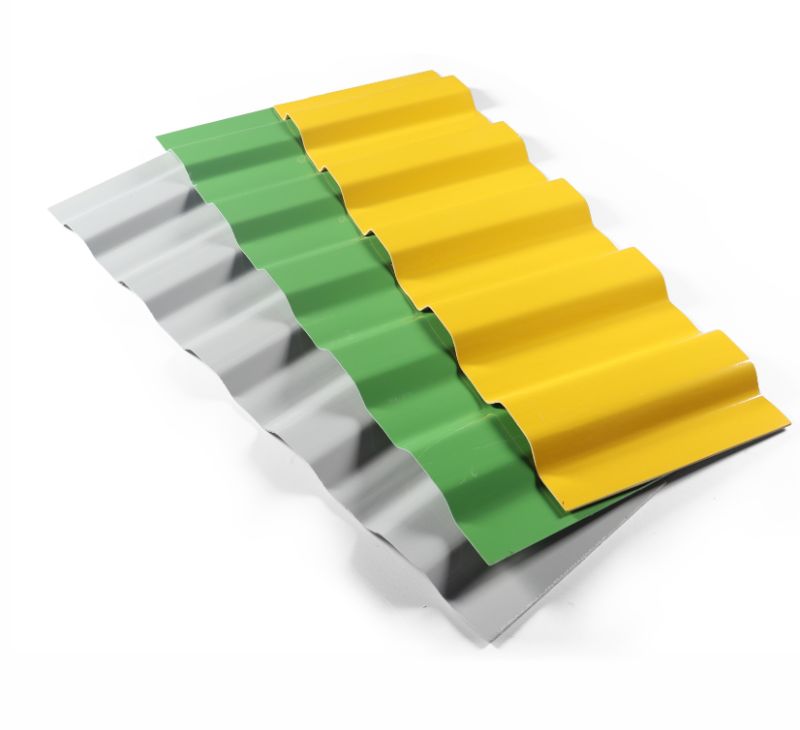
Fiberglass Roofing Tiles
Fiberglass Roofing Tiles are high-performance, lightweight roofing components manufactured using continuous fiberglass strands embedded in a thermosetting resin matrix. Designed for superior weath...

-

Plastic Grating
Plastic grating, also known as FRP (Fiberglass Reinforced Plastic) grating, is a modern alternative to traditional metal grating. Made from fiberglass strands embedded in a thermosetting resin mat...
-
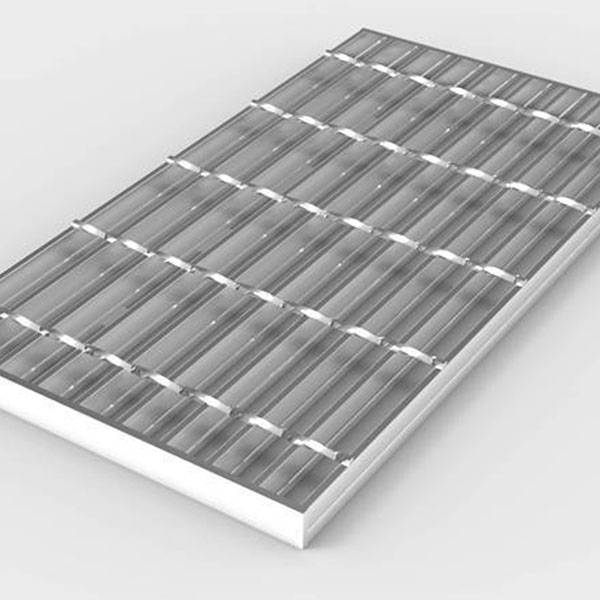
Metal Grating
Metal grating is a durable, high-strength material widely used in industrial, commercial, and architectural applications. Fabricated from materials such as carbon steel, galvanized steel, aluminum...
-

FRP Sheets
FRP Sheets (Fiber Reinforced Polymer Sheets) are flat composite panels made from a combination of reinforcing fibers—typically glass fiber (E-glass)—and a polymer resin matrix such as polyester, v...
-

FRP Pipe
FRP (Fiber Reinforced Polymer) pipe is a high-performance composite pipe made from a combination of strong reinforcing fibers—typically glass, carbon, or aramid—embedded in a thermosetting resin m...
-

FRP Rebar and Machine
Fiber Reinforced Polymer (FRP) rebar is a high-performance alternative to traditional steel reinforcement bars used in concrete structures. Made from a combination of fibers such as glass, carbon,...
-

FRP Water Tank
FRP (Fiberglass Reinforced Plastic) water storage tanks are high-performance, corrosion-resistant vessels engineered for safe and long-term water containment in a wide variety of applications. Man...
-

FRP Ladders Cages
FRP (Fiber Reinforced Plastic) ladder cages are protective safety enclosures mounted around fixed vertical ladders, offering essential fall protection for personnel working at heights. These cages...